























GEA Authorization

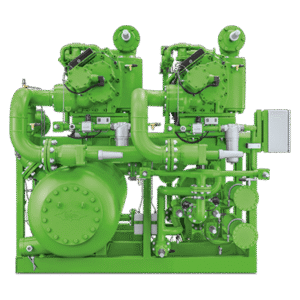
BITZER Authorization

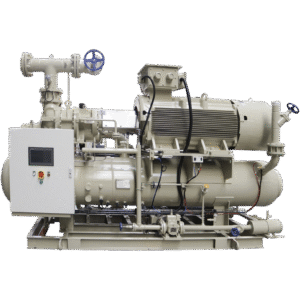
MYCOM Contract

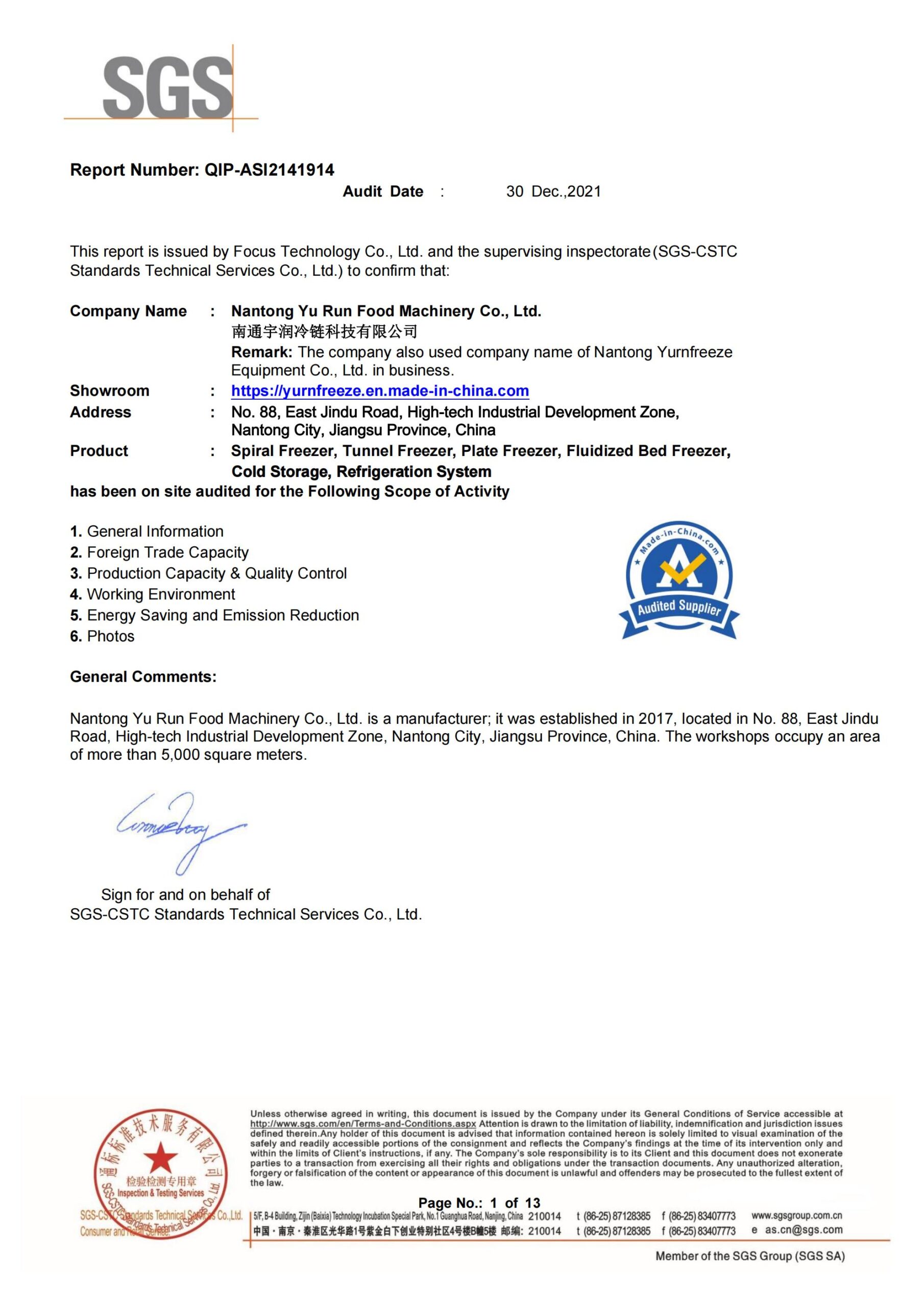
SGS Certification









FOOD INDUSTRY
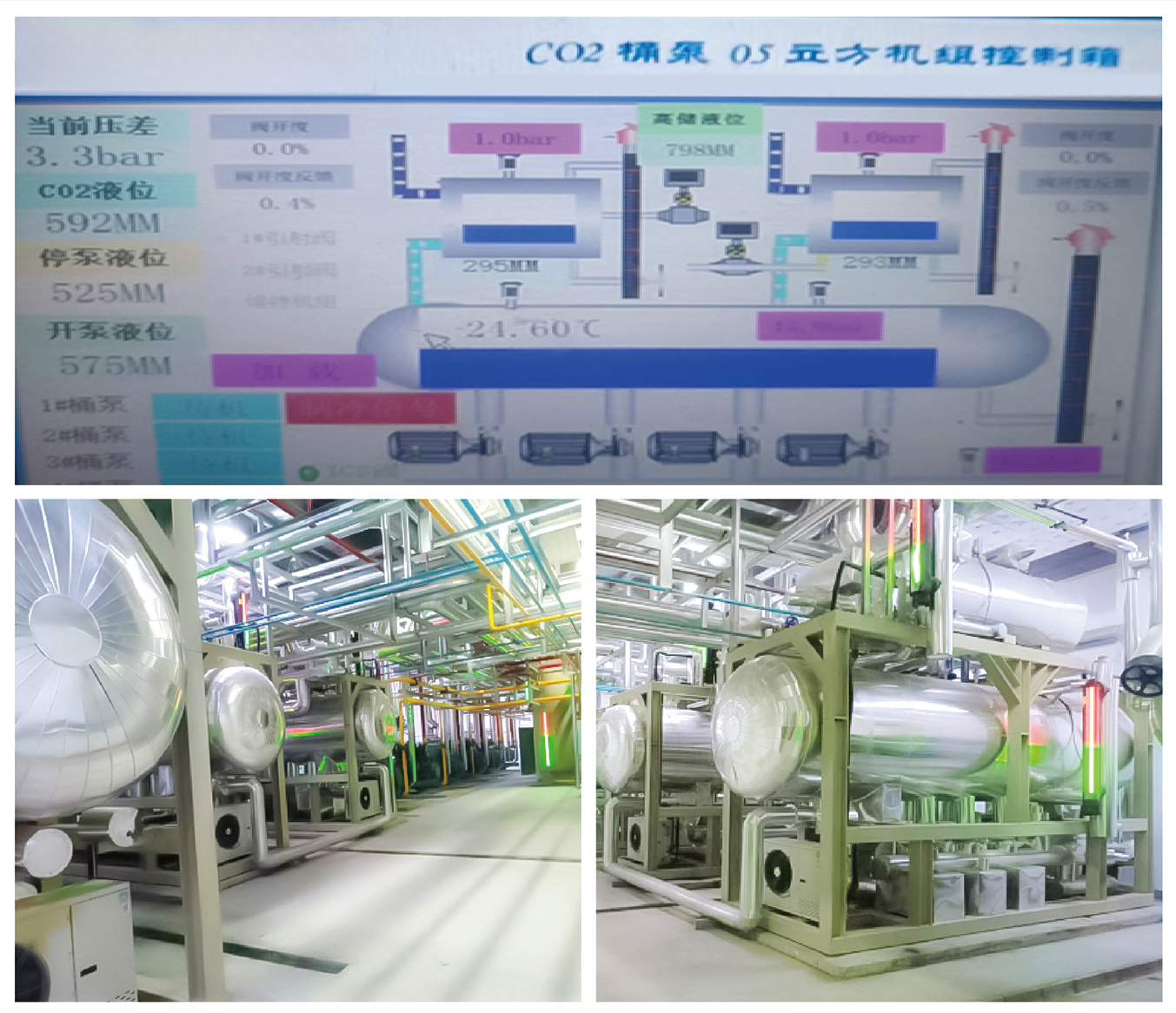
Central Kitchen Project
Yihai Kerry (Fortune Global 500) is a global agri-food leader, producing edible oils, rice, and flour under brands like Golden Dragon Fish. Combining R&D innovation with sustainable practices, it delivers safe, efficient food solutions while advancing green manufacturing and rural development. A trusted partner for quality and industry impact.
Medium temperature 1200kw CO2/R507 cooling system
Low temperature 1500kw CO2/R507 cooling system
Area 6000m²*5 floors, totaling 30000m

CHEMICAL INDUSTRY
Explosion-Proof Refrigerator Project Case
Zhenjiang Chimei Chemical Co., Ltd. is a Taiwanese joint venture established in 1996 by Chimei Industrial Co., Ltd. of Taiwan, China. It is currently the largest plastic production base in mainland China. The company's annual production capacity totals 1.32 million tons and sales exceed 15 billion yuan.
Room Temperature -18°C
Area 2500m²

PHARMACEUTICAL INDUSTRY
GMP/GSP Pharmaceutical Cold Storage
Simcere Pharmaceutical Group is an innovation-driven biopharma with a National Key Laboratory. Focused on neuroscience, oncology, and immunology, it partners with global innovators to integrate R&D and collaboration, addressing unmet medical needs under its "living for patients" mission.
Room Temperature 2-8°C
Area 2000m²
